1. Laušana un sišana
Ievietojiet makulatūru vai zāli-kā komerciālās celulozes plāksni hidrauliskajā celulozes traukā un ļaujiet tai atkal saplīst celulozes veidā. Rūpnieciskā iepakojuma izstrādājumus parasti izmanto horizontālo hidraulisko pulveru ražošanā, un celulozes koncentrācija sadalīšanās laikā ir 5%-8%. Tā priekšrocībām ir nozīme tikai papīra šķiedras izkliedēšanā, nav griešanas efekta, augsta sadalīšanās efektivitāte, īss sadalīšanās laiks, mazāks enerģijas patēriņš, vienkārša struktūra, mazs nospiedums, kā arī var apstrādāt vairāk piedevu un metāla piemaisījumu. Sasmalcinātā celulozes masa iekrīt uzglabāšanas tvertnē, noregulē atbilstošo koncentrāciju un sūknē to uz neregulāru putotāju vai nepārtrauktu rafinētāju vai rafinētāju saputināšanai, vai arī sasmalcinātā masa tiek sasmalcināta atbilstoši ražošanas vajadzībām. Pēc augstas -koncentrācijas tīrītāja, šķiedru dekonsolidatora un dubultdisku rafinētāja tiek veikta izdedžu atdalīšana, dekonstruēšana un saputināšana, un sagatavotā virca tiek novadīta uz uzglabāšanas tvertni vai vircas sadales tvertni gaidīšanas režīmā. Sitiena degradācijas pakāpe parasti ir 28–35 grādi.
2. Sagatavojiet vircu
Pēršanas procesā vircas tvertnei var kvantitatīvi pievienot vairāku veidu izejvielas atbilstoši projektētajai vircas attiecībai, un vircas izmērus var pielāgot un pievienot nelielu daudzumu funkcionālo piedevu. Ja tiek pievienots līmēšanas līdzeklis, lai palielinātu papīra veidnes izstrādājuma pretestību šķidruma iekļūšanai, parasti tiek izmantots kolofonija, parafīna vaska latekss vai kolofonija parafīna vaska līme. Ir vērts pieminēt, ka produktu pēc šīs piedevas pievienošanas nevar saukt par videi draudzīgu papīra atbalstu. Ne-saistošai makulatūras izstrādājumu masai pievienojiet kolofonija līmi, kas atbilst 3% no celulozes absolūtās sausās šķiedras masas; līmētiem makulatūras izstrādājumiem Celulozei jāpievieno 1,5%-2% kolofonija līme. Talka pulveri var pievienot arī mīkstumam kā pildvielu, lai panāktu lielāku vircas aiztures ātrumu. Ūdens suspensiju, kas satur 20–30% talka pildvielas, var apstrādāt maisītājā lielā ātrumā 6 minūtes, pēc tam atšķaidīt ar ūdeni un pievienot ar ķīmiskiem palīglīdzekļiem. To apstrādā vēl 5 minūtes, lai izveidotu pildvielas suspensiju, ko pēc tam pievieno vircai. Daži ražotāji vircai pievienoja arī nelielu daudzumu eļļas atbaidīšanas, ūdeni atgrūdoša līdzekļa, mitrumizturības līdzekli un aiztures palīglīdzekļus. Celulozes formēšanas procesā jāpievieno atbilstošs daudzums baltā ūdens vai tīra ūdens, lai pielāgotu celulozes iekraušanas koncentrāciju līdz 1–2% formēto izstrādājumu ražošanai.
3. Papīra formēšana
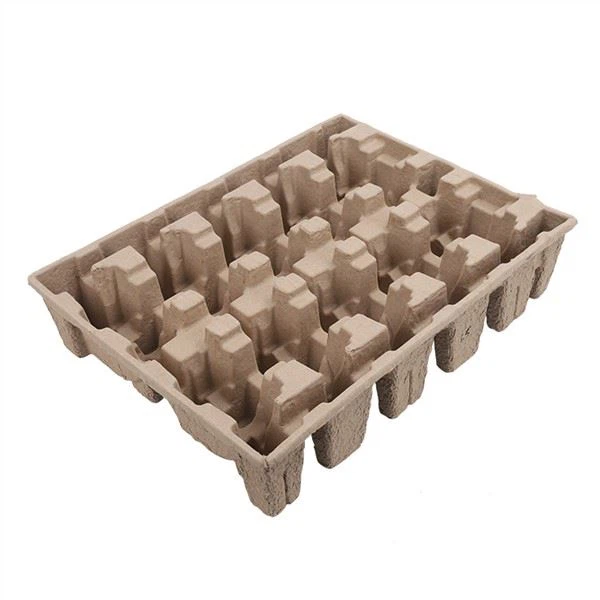
Formēšana ir galvenais process papīra paplāšu ražošanas procesā, un tam ir izšķiroša nozīme papīra veidņu izstrādājumu kvalitātē, lūzuma ātrumā, ražošanas enerģijas patēriņā un ražošanas efektivitātē. Saskaņā ar formēšanas iekārtu dehidratācijas principu papīra paplātēm ir trīs galvenās formēšanas metodes: vakuuma formēšanas metode un hidroformēšanas metode.
(1) Vakuuma formēšanas metodi veido vakuuma sūkšanas filtrēšana. Formēšanas veidni ievieto celulozes šķīdumā ar koncentrāciju aptuveni 1%, un veidnes dobumu izsūc, veidojot negatīvu spiedienu, un celulozes šķiedras tiek vienmērīgi nogulsnētas formējumā Uz veidnes veidnes virsmas vakuuma sūkšanas laikā tiek noņemts liels daudzums mitruma. Kad ir sasniegts nepieciešamais detaļas biezums, formēšanas presformu izņem no suspensijas ekstrūzijai un dehidratācijai, līdz ūdens saturs daļā ir 75–80%, un pēc tam saspiestais gaiss tiek ievadīts veidnes dobumā, lai izjauktu mitro papīra veidni. Šai metodei ir augsta ražošanas efektivitāte un vienmērīgs produkta biezums. Tas ir piemērots tādu plānu detaļu izgatavošanai, kuras nav pārāk dziļas, piemēram, papīra paplātes olu, augļu, trauku, paplāšu kastes u.c.
(2) Hidroformēšanas metode izmanto hidraulisko spiedienu, lai radītu lielāku ekstrūzijas spiedienu, izmantojot hidrauliskās piedziņas mehāniskās ierīces. Tās darbības princips ir iepludināt kvantitatīvu daudzumu celulozes formēšanas dobumā, un augšējā formēšanas forma hidrauliskā spiediena ietekmē tiek izspiesta uz leju, lai celuloze tiktu veidota uz sieta veidnes formēšanas dobumā un ūdens tiek izvadīts no sieta veidnes apakšējā gala. Detaļas tiek izņemtas no veidnes ar vakuuma adsorbciju un pārnestas uz nākamo procesu. Pateicoties augstajam formēšanas spiedienam, šī metode ir piemērota seklu pannu izstrādājumu ražošanai ar lielāku bāzes masu un lielāku blīvumu.